OEM and Aftermarket Rolling Mill Spare Parts | Drawing-Based Manufacturing
Bar Bundling Machine for Rolling Mill | BDNA-800 Automatic Bundling System
BDNA-800 automatic bar bundling machine designed for rolling mills. Improve twisting stability, double strapping automation and structural reinforcement for high capacity steel production lines.
TECH CENTER
Borton Engineering Team
2/15/20263 min read
Introduction
In modern rolling mills, the final product quality is not determined only by rolling precision, but also by the stability and reliability of the finishing and bundling system.
For rebar and round bar production lines, the performance of the automatic bar bundling machine directly affects:
Bundle tightness
Transportation safety
Product appearance consistency
Customer acceptance
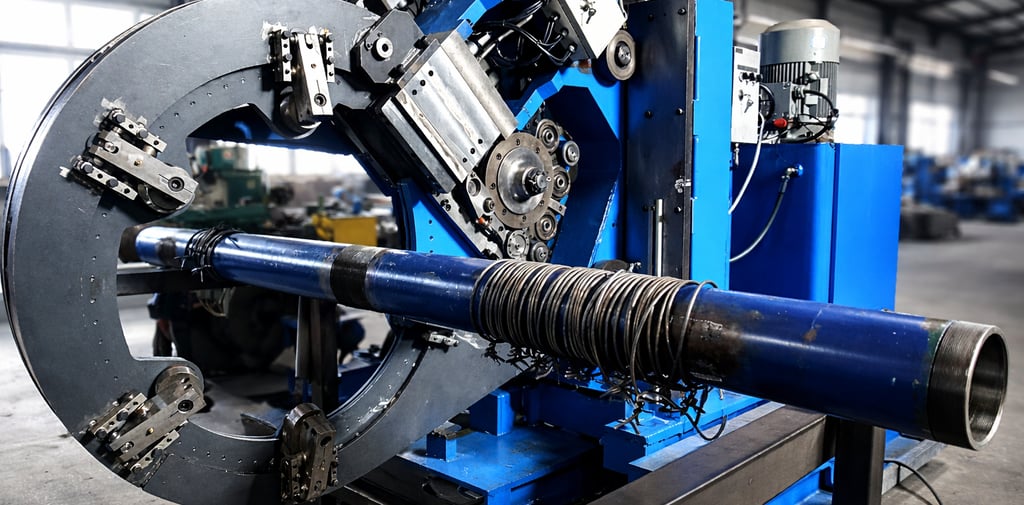
The BDNA-800 Automatic Bar Bundling Machine, developed by Guangdong Borton Intelligent Equipment Co., Ltd., is designed for Φ10–Φ50mm rebars with bundle weights from 1500–5000 kg and a bundling cycle time ≤8 seconds.
This technical article summarizes the structural optimization and PLC logic improvements implemented to enhance operational stability under high-capacity rolling mill conditions.
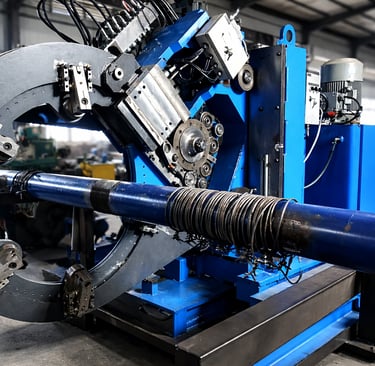
1. Equipment Overview – BDNA-800 Automatic Bar Bundling Machine
Main Technical Parameters
Applicable bar size: Φ10–Φ50 mm
Bundle weight: 1500–5000 kg
Maximum bundle diameter: 550 mm
Bundling cycle: ≤8 s per strap
Bundling force: ≥9000 N
Hydraulic pressure: approx. 10 MPa
Control system: Siemens PLC (automatic / manual mode)
Motor power: 11 kW
Track system diameter: Φ800 mm
The machine adopts a 45° disc-type twisting head, which provides:
More balanced mechanical stress
Higher twisting stability
Reduced spare part wear
Full interchangeability of key components
2. Working Principle of the Bundling Cycle
The standard automatic cycle consists of:
Bundle arrives at bundling position
Bundling head descends
Bundle former clamps the bundle
Wire feeding
Reverse feeding for tightening
Dual-end clamping
Twisting and cutting
Former release
Head return
Signal to move bundle
Total cycle time: approximately 8 seconds.
3. Operational Challenges Identified in High-Capacity Rolling Mills
During long-term operation in bar rolling mills, the Technical Center identified several key issues:
3.1 Feeding Wheel Locking (Wire Brake Jamming)
In double-strapping applications (especially for export bundles):
Wire tower height limitation
Insufficient wire length during second bundling
Forced pulling under brake lock condition
This led to:
Accelerated brake wear
Reduced twisting quality
Loose bundles after long-distance transport
3.2 Lack of Automatic Double-Strap Program
For export or port material, head and tail reinforcement requires double strapping (up to 10 straps per bundle).
Originally:
Manual intervention required
Cycle instability
Risk of missed strapping
3.3 No End Alignment Device
Due to friction during conveyor movement:
Bundle ends became misaligned
Poor visual appearance
Reduced packaging quality perception
3.4 Insufficient Strength of A/B Zone Stop Plate
Original stop plate thickness: 7 mm.
Long-term stress resulted in:
Deformation
Misalignment
Scratching or bending of finished bars
4. Systematic Optimization Measures Implemented
Borton Technical Center carried out a comprehensive upgrade program.
4.1 Twisting Enhancement and PLC Optimization
Twisting turns increased from 3 to 5
Extended secondary bundling timing
Optimized wire tension control logic
Reduced entry roller opening angle
Installed bundle holding arm between bundling units
Results:
Reduced twisting head wear
Improved bundle tightness
Lower loose bundle rate
4.2 Development of Automatic Double-Strap Function
The original PLC English program was restructured:
Single-strapping function block
Double-strapping function block
HMI selection interface
Now supports:
Fully automatic double bundling
Seamless mode switching
Stable production rhythm
Significantly improved efficiency and consistency.
4.3 Installation of Pneumatic End Alignment Device
Using compressed air cylinders:
High-speed reciprocating impact
End alignment correction
Stable air supply via main line with buffer tank
Result:
Uniform bundle ends
Improved packaging appearance
4.4 Reinforcement of Stop Plate Structure
Thickness upgraded from 7 mm to 20 mm
30 mm welded nut reinforcement
Enlarged air passage diameter
Relocated vulnerable joints
Result:
Improved structural rigidity
Eliminated scratching risk
Extended service life
5. Performance Verification After Optimization
Field validation under continuous production:
Bundling cycle time
≤8 seconds per strap
Twisting failure rate
<2% per 1000 twisting operations
Bundling force
≥9000 N
Equipment availability
≥99% under two-shift production
Under annual production capacity of 1,000,000 tons, stable operation was achieved.
6. Technical Significance for Modern Rolling Mills
The improvement proves that a high-performance bar bundling machine depends on:
Mechanical structure optimization
Hydraulic matching
PLC logic control
Auxiliary mechanism integration
Rather than isolated component upgrades.
Future development direction:
Higher automation level
Reduced manual intervention
Lower failure rate
Modular structural design
Extended spare part lifetime
Conclusion
Through systematic structural reinforcement and control system optimization, the BDNA-800 Automatic Bar Bundling Machine has evolved from stable operation to high-reliability continuous production performance.
Borton Intelligent Equipment remains committed to delivering:
Reliable rolling mill finishing solutions
Advanced bar bundling systems
Sustainable long-term operational value
For modern steel plants worldwide.
Application in Middle East and Southeast Asia Rolling Mills
BDNA-800 automatic bar bundling machines have been optimized for high-temperature, high-humidity and continuous production environments commonly found in Middle East and Southeast Asia steel plants.
Stable hydraulic performance, reinforced structure and double strapping automation ensure reliable operation under export-oriented production requirements.
In high-capacity rolling mills (1,000,000 tons/year production lines), stable automatic bundling systems are essential to maintain product consistency and transport safety.
FAQ – Automatic Bar Bundling Machine
Q1: What causes loose bundling in rolling mills?
A: Loose bundling is usually caused by insufficient wire tension, twisting head wear or feeding brake locking.
Q2: How to improve twisting stability in bar bundling machines?
A: Increasing twisting turns, optimizing PLC logic and stabilizing hydraulic pressure can significantly reduce failure rate.
Q3: What is the failure rate of BDNA-800?
A: Less than 2% per 1000 twisting operations under continuous production conditions.
Explore our Automatic Bar Bundling Machine for Rolling Mills
Contact
Reliable parts, delivered fast worldwide.
Phone
+86-185-7510-7789
Guangdong Burton Intelligent Equipment Co., Ltd © 2026. All rights reserved.